SECTION 6-B 1954 BUICK REAR AXLE SERVICE PROCEDURES
6-4 REMOVAL AND INSTALLATION OF 1954 BUICK REAR AXLE ASSEMBLY
It is not necessary to remove the 1954 Buick rear axle assembly for any of the repairs outlined in this section; however, these procedures can be used as outlined if the assembly is removed from the car.
The 1954 Buick rear axle assembly should be removed from the car before overhaul if there is external indication of damage to 1954 Buick rear axle or third member housings or strut rods, or if oil is leaking at torque ball or third member flanged joints. These conditions cannot be corrected with the 1954 Buick rear axle assembly under the car.
Removal of 1954 Buick Rear Axle Assembly
- Place car stands solidly under frame so that rear end of car is high enough to permit working underneath.
- Disconnect parking brake cable at rear brake cable sheave and at bracket on torque tube. Disconnect brake hose from pipe at frame X member and remove retainer. Cover hose and brake pipe openings to prevent entrance of dirt.
- Disconnect torque tube from torque ball by removing bolts at flange.
- Disconnect links from shock absorber arms and disconnect radius rod at axle end.
- Disconnect lower ends of rear springs.
- Hoist rear end of car high enough to roll rear axle assembly out from under car.
Installation of 1954 Buick Rear Axle Assembly
- Check universal joint torque ball for evidence of oil leakage and for wear of universal joint bushing. Note whether torque ball has proper tension as specified in paragraph 4-12.
- Check propeller shaft seal for oil leaks or damage. Cement a new gasket to torque tube front flange. See figure 6-2.
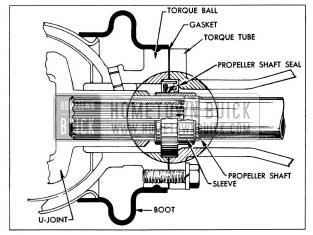
1954 Buick Propeller Shaft Seal
- Roll 1954 Buick rear axle assembly under car, then rest car solidly on stands placed under frame, with rear end of car high enough to permit working underneath.
- Carefully move axle assembly into place, guiding propeller shaft and torque tube to proper alignment. Work rear wheels to align and engage propeller shaft and universal joint splines.
- Connect torque tube to universal joint torque ball with bolts and lock washers.
- Connect rear springs to 1954 Buick rear axle assembly and connect links to shock absorber arms.
- Connect brake hose to brake pipe at frame X member and lock in place with retainer. Connect parking brake cable through bracket on torque tube and to brake cable sheave. Bleed rear wheel cylinders and adjust parking brake as described in paragraph 9-7 and 9-9.
- Connect radius rod to 1954 Buick rear axle. NOTE: Normal weight of car must be on rear springs when tightening radius rod pin nuts so that rubber bushings in rod will be clamped in neutral position.
6-5 REPLACEMENT OF 1954 BUICK REAR AXLE STRUT ROD
The rear ends of strut rods are attached to axle housing by bolts. The front ends of strut rods are riveted to a bracket welded to the torque tube. Strut rods supplied for service replacement are not drilled for the attaching rivet; therefore the rivet hole must be drilled to coincide with hole in bracket after installation and alignment of strut rod. This cannot be done with 1954 Buick rear axle assembly under the car.
- Remove 1954 Buick rear axle assembly (par.6-4).
- Drill through the head of strut rod rivet with a % 6″ drill; the rivet head has a centering depression for this operation. Drive out rivet with a punch. CAUTION: If rivet head is cut off without drilling, the hole in strut rod and bracket will be distorted.
- Disconnect brake pipe and parking brake cable conduit from strut rod and disconnect strut rod from 1954 Buick rear axle.
- Bolt rear end of new strut rod to axle housing, bringing nut up finger tight.
- Hold front end of strut rod against bracket on torque tube so that rivet hole is centered on flat end of rod. Insert sharp scriber through hole in bracket to mark its location on strut rod.
- Remove strut rod. Place center punch mark in exact center of scribed mark, then drill a 1/4″ hole, followed by a 1/2″ drill.
- Reinstall strut rod, then run a 3/16″ drill through holes in strut rod and bracket.
- Attach strut rod to bracket with bolt No. 1312923, 1/8″ lock washer and a thin nut. Tighten bolt at rear end of strut rod.
6-6 REPLACEMENT OF 1954 BUICK AXLE SHAFT, WHEEL BEARING, AND OIL SEALS
Removal of 1954 Buick Axle Shaft
- Place car stands solidly under 1954 Buick rear axle housing so that wheels are clear of floor.
- Clean the rear end of chassis, bottom of body, axle housing, wheels and tires, and under rear fenders, removing as much dirt as possible. DO NOT TAKE CHANCES OF GETTING ABRASIVE SUBSTANCES INTO AXLE HOUSING OR BEARINGS.
- Remove rear wheel and brake drum.
- Drain 1954 Buick rear axle housing and remove cover.
- Remove differential side pinion shaft lock screw, push pinion shaft from differential case, and remove spacer and pinions.
- Push axle shaft inward and drive the horseshoe-shaped lock washer from grooved inner end of axle shaft, using Remover J 1515. See figure 6-3.
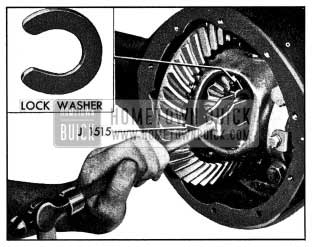
1954 Buick Removing Axle Shaft Lock Washer
- Support the axle shaft while pulling it out of axle housing to avoid damaging the wheel bearing oil seals. CAUTION: Do not pull an axle shaft part way out of housing and allow it to rest on oil seals because this will damage seals; always completely remove shaft from housing.
Replacement of 1954 Buick Wheel Bearing and Oil Seals
- After removal of 1954 Buick axle shaft, disconnect link from 1954 Buick shock absorber arm.
- Disconnect brake pipe from wheel cylinder and cover openings in pipe and cylinder with plugs or tape to exclude dirt.
- Remove bolts holding brake backing plate to housing and remove brake assembly. Support brake assembly out of the way to prevent injury to the brake cable.
- Remove outer oil seal and roller bearing, then remove inner oil seal, using Remover J 1436. See figure 6-4.
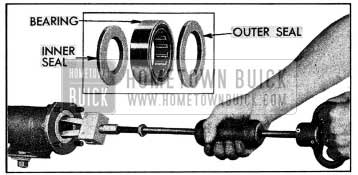
1954 Buick Removing Wheel Bearing and Oil Seals
- Clean and inspect wheel bearing (par. 1-10) including inner race on axle shaft. If inner race requires replacement, remove old race from axle shaft by grinding part way through race and splitting it. CAUTION: Use care to avoid personal injury from flying particles of steel. Press new bearing race into place against shoulder on axle shaft.
- Drive a new inner oil seal squarely and lightly against shoulder in axle housing, using care to avoid distortion of seal.
- Install bearing roller assembly, using care to start it squarely into axle housing by light taps with a brass drift on alternate sides of outer race. Do riot drive against the rollers. Drive outer race lightly against the shoulder in axle housing.
- Drive a new outer seal lightly against outer race of bearing, using care to avoid distortion.
- Install brake backing plate with a new gasket between plate and axle housing. Connect shock absorber link to shock absorber arm, and connect brake pipe to wheel cylinder. NOTE: Wheel cylinder will be bled later, after installation of brake drum.
Installation of 1954 Buick Axle Shaft
1954 Buick rear axle shafts are not interchangeable between sides because the right hand shaft is longer than the left.
- Fill rear wheel bearing and space between oil seals with wheel bearing lubricant, allowing some expansion space-do not pack full. Coat leather edges of oil seals with lubricant.
- Support axle shaft as it is inserted into 1954 Buick rear axle housing to avoid damaging wheel bearing oil seals.
- Push axle shaft in as far as possible, install horseshoe-shaped lock washer in groove in inner end of shaft, then pull shaft out to seat lock washer in recess in differential side gear.
- Install differential spacer between ends of axle shafts and with both shafts pulled outward as far as possible, check clearance between spacer and shafts with feeler gauges. Total clearance or axle shaft end play, should be between .000″ and .008″.
- If clearance exceeds .008″, turn spacer 1/4 turn and test clearance again; the spacer has two different thicknesses to permit a selective fit.
- If clearance or axle shaft end play cannot be adjusted to .008″ or less with old spacer, install a new spacer. Service spacers are oversize to permit some take up for wear.
- In some cases, however, it may not be possible to adjust end play to specified limits by installation of oversize spacers; therefore, new bronze thrust washers should be installed between the differential case and the side gears before selecting a spacer of proper thickness to provide not over .008″ end play.
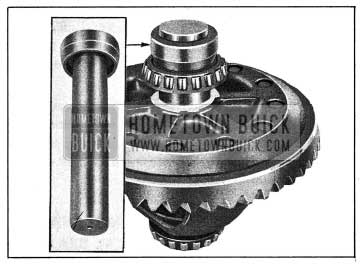
- After proper axle shaft end play is obtained, place side pinions and thrust washers in case and push differential side pinion shaft through case, thrust washers, and pinions. Lock shaft in place with lock screw and lock washer. See figure 6-5.
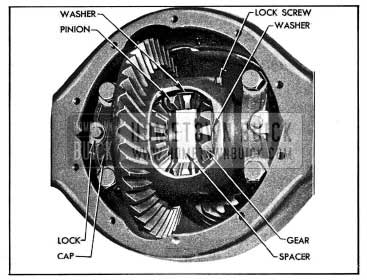
1954 Buick Spacer, Gears and Pinions Installed
- Pour a liberal quantity of rear axle lubricant on gears and bearings, and turn rear wheels to work lubricant into all surfaces.
- Install housing cover, using a new gasket and coating bolt threads with Permatex or other thread sealer. Align filler plug with first bolt hole to right of lower center bolt hole in housing.
- Install brake drum and rear wheel. If brake backing plate was removed for bearing replacement (subpar. b), bleed brake wheel cylinder as described in paragraph 9-7.
- Remove car stands so that car is level, then fill housing to filler plug opening with factory hypoid gear lubricant (Group 5.535) and install filler plug securely.
6-7 REMOVAL OF RING GEAR AND CASE, PROPELLER SHAFT AND PINION ASSEMBLIES
Removal of 1954 Buick Ring Gear and Case Assembly
- After removal of both axle shafts (par. 6-6), remove differential side gears and thrust washers from case to prevent them falling out and being damaged.
- It is advisable to check the existing gear lash with a dial indicator as described in paragraph 6-12. This will show up excessive gear wear or an error in lash setting. It will also enable old parts to be installed at original lash setting, to avoid changing gear tooth contact.
- CAUTION: Backlash will be reduced when pinion is locked by prying up with a bar if there is excessive pinion lift due to worn bearings. See subparagraph b, step 2, below.
- Mark the differential bearing caps so they can be reinstalled in original positions on the carrier. Interchanging the caps will cause misalignment because caps are threaded in production while bolted to carrier.
- Mark both differential bearing adjusters for location, then remove the locks and check the bearing adjustment as described in paragraph 6-12. This will show up worn bearings.
- After checking bearing adjustment, remove ring gear and case assembly from carrier, keeping each bearing race with its original bearing.
- See paragraphs 6-8 and 6-12 for inspection and installation procedures.
Removal and Disassembly of 1954 Buick Propeller Shaft and Pinion Assembly
- With 1954 Buick differential case removed, it is advisable to check the, pinion setting as described in paragraph 6-11. This will show up any error in the existing, setting &rid will also enable old parts to be reinstalled at original setting, to avoid changing gear tooth contact.
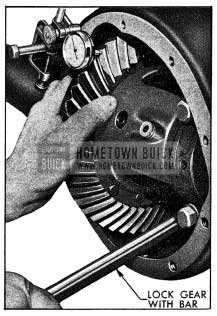
- At this point it may be desirable to test pinion shaft bearing wear without removing pinion shaft. Install 1 1/4″ extension on stem of dial indicator and mount indicator to bear down against center drilling in pinion gear, with indicator stem as near vertical as possible. See figure 6-6. Gently pry up on pinion gear with bar a number of times while observing indicator reading. A reading in excess of .0015″ indicates that bearing is worn enough to produce noisy gear operation.
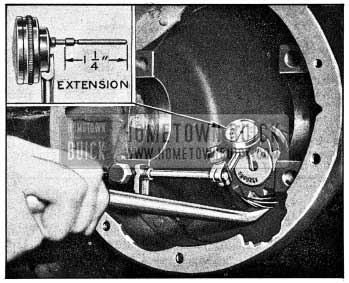
1954 Buick Testing Pinion Bearing Wear
- Loosen lock nuts and remove three pinion bearing sleeve lock screws from housing.
- Pull pinion and propeller shaft assembly rearward out of third member housing, using Remover and Replacer J 5502. See figure 6-7.
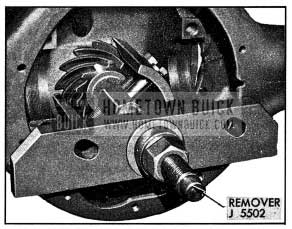
1954 Buick Removing Pinion and Shaft
- Remove all pinion bearing shims from propeller shaft and third member housing to prevent damage or loss.
- Mark pinion and propeller shaft so that parts can be reassembled in the same relative position. File or cut off one end of propeller shaft coupling pin and drive out the pin, then pull propeller shaft from pinion using Press J 1292- C, with proper adapters. See figure 6-8.
1954 Buick Removing Pinion from Shaft
- Drive up staked section of pinion bearing lock nut with cape chisel and remove nut, gripping pinion shaft on splined end in vise. Do not grip pinion teeth in a vise even though soft jaw liners are used.
- Press off pinion front bearing using blocks under outer race of rear bearing, then remove all other parts from pinion shaft. NOTE: The double-row front bearing is preloaded and normally will have a slight drag when installed on pinion. Do not condemn bearing until inspected as specified in paragraph 1-10.
- See paragraph 6-8 for inspection, paragraph 6-10 for assembly, and paragraph 6-11 for installation.
6-8 CLEANING AND INSPECTION OF 1954 BUICK REAR AXLE PARTS
Cleaning 1954 Buick Rear Axle Parts
Hypoid lubricant combines readily with water and even a small amount of water has a deteriorating effect on the lubricant. For this reason steam or water should not be used for flushing rear axle assemblies. If used on 1954 Buick rear axle parts which are disassembled, extreme care must be used to thoroughly dry all parts before installation.
Gasoline, kerosene, or other distillates are satisfactory for cleaning parts when removed from 1954 Buick rear axle housing, if parts are thoroughly dried before installation. They should not be used in an assembled 1954 Buick rear axle, however, because if all traces of the cleaner are not removed the fresh lubricant will be contaminated. For this reason, only SAE 10-W oil is recommended for flushing and cleaning an assembled rear axle.
Wash all parts in clean solvent and wipe dry with clean cloths. Thoroughly wash out interior of 1954 Buick rear axle and third member housings and wipe dry with clean cloths. Blow out all dirt with clean, dry air.
Inspection of 1954 Buick Rear Axle Parts
- Thoroughly inspect all bearings as described under Bearing Service (par. 1-10). Be particularly careful to inspect rear wheel bearings, including inner race on axle shafts, for corrosion caused by rust and for flat spots on rollers.
- Carefully inspect all gears for scores on face of teeth, for chipped teeth and for excessive wear. Examine ring gear and pinion for improper tooth contact.
- Pinion and Propeller Shaft. Check for wear of splines on pinion and in the propeller shaft. Pinion must be tight press fit in propeller shaft when parts are assembled. Inspect interior of propeller shaft and if oil is present wash it out thoroughly and dry interior with air.
- 1954 Buick Rear Axle and Third Member Housings. A sprung housing should be replaced; straightening is not recommended. A housing must never be heated with a torch as this may produce soft spots in the metal in which fatique and breakage may develop in service.
Inspect third member housing for: cracked torque tube; strut rod brackets broken or cracked at welds; pinion shaft bearing bores galled or worm due to bearing turning in housing; stripped or damaged threads in side bearing pedestals or caps.
Checking 1954 Buick Pinion Rear Bearing Clearance
The desired clearance between pinion and the rear (roller) bearing is .0005″. The maximum allowable clearance for quiet operation is .0014″. Excessive clearance at this point is usually caused by wear of the rollers.
Wear of the roller bearing may be checked with a micrometer. Before checking, make certain that bearing is absolutely clean and that micrometer is accurate at zero reading. Measure across the outer race and a roller at four or five points around bearing as shown in figure 6-9, using care to adjust micrometer lightly to high points of roller and race to insure an accurate reading. The micrometer will read .6756″ to .676″ if bearing is satisfactory for use. If read is less than .6756″ the bearing is worn and should be discarded.
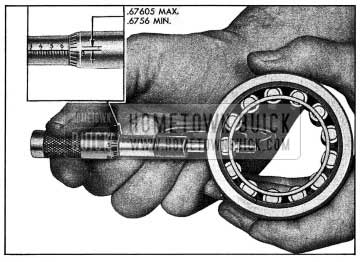
1954 Buick Checking Wear of Pinion Rear Bearing
NOTE: If roller bearing is worn excessively, it is quite likely that the double-row front bearing is worn so that it no longer has any preload. Inspect this bearing very carefully and discard if loose or doubtful.
6-9 REPLACEMENT OF RING GEAR, DIFFERENTIAL CASE, OR BEARINGS
1954 Buick ring gears are furnished for replacement only with the pinions in matched sets. Ring and pinion gear sets and differential cases are furnished separately and also with the ring gear riveted to the case. If case or gear set is satisfactory it should not be discarded because the other part requires replacement.
Replacement of Ring Gear of 1954 Buick Differential Case
- Center punch all rivet heads on ring gear side, placing marks in center of heads. Drill rivets approximately 1/2″ deep with 1/4″ drill. See figure 6-10.
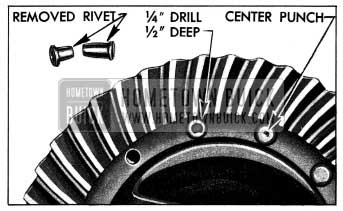
1954 Buick Removal of Ring Gear Rivets
- While supporting flange of differential case on suitable block, insert punch in drilled hole and drive each rivet out; rivets will be easily parted when driven out NOTE: When rivets are installed, they expand more in the softer case than in the harder ring gear. If rivets are drilled and driven out from case side, metal is sheared from surface of rivets by sharp edge of holes in gear. This not only makes removal more difficult but will distort the case flange so a new gear installed on case will not run true.
- After removal of gear, check machined face of case flange for burrs, particularly around rivet holes and ring gear pilot. Clear off all burrs with a mill file. Mount case in differential carrier with a dial indicator set to check runout of machined flange surface as shown in figure 6-11. If run-out exceeds .002″, the flange must be trued up to not over .002″ run-out.
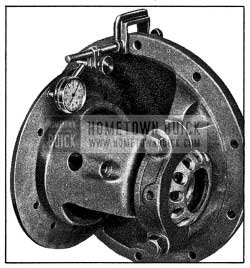
1954 Buick Checking Runt-out of Differential Case Flange
- Check matching numbers on new ring gear and pinion to make sure the two parts have not been mixed with another gear set. See figure 6-19.
- After making sure that mating surfaces of case and ring gear are clean and free of burrs, bolt gear to case using eleven (11) 5/16″ x 1 1/2″ bolts with 3/8″ SAE nuts placed in rivet hole counterbores to act as spacers CAUTION: It is very important to have these parts bolted tight together. No not use washers over rivet hole counterbores since they will bend and permit parts to separate slightly during riveting operation.
- Mount ring gear and case in differential carrier with a dial indicator set to check run-out of ring gear as shown in figure 6-12. If runout exceeds .003″ at back or edge of gear check for burrs, uneven bolting conditions, or distorted case flange.
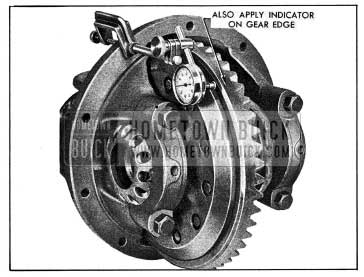
1954 Buick Checking Run-out of Ring Gear
- When run-out of gear is not over .003″, install new rivets of correct part number which allow %6″ of shank for heading. Install rivet in the one open hole from gear side and securely squeeze it up cold, which requires a pressure of eight (8) tons. CAUTION: Excessive pressure may cause rivet to squeeze out between gear and case flange, thereby distorting these parts. Never heat rivets to facilitate heading because hot rivets shrink and become loose in holes during cooling. Do not hammer rivets.
- Remove bolt diametrically opposite new rivet and install another rivet in like manner Finish riveting by working back and forth across gear, using even pressure on all rivets; do not install rivets consecutively around gear as gear may be drawn to one side and run eccentrically.
- After all rivets are installed, recheck for run-out at back of gear. See figure 6-12. Runout must not exceed .003″.
Replacement of 1954 Buick Differential Bearings
- If a differential bearing is to be replaced, or removed from old differential case and installed on new case, pull bearing from case using Bearing Puller J 2241. See figure 6-13. The ends of puller jaws fit into notches in differential case so that pressure can be applied to bearing inner race. Do not pull on rollers.
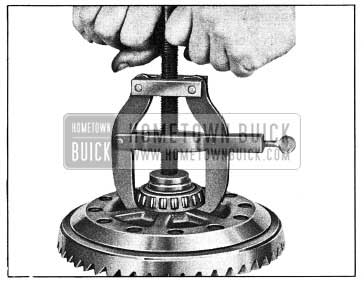
1954 Buick Removing Differential Bearing, Using Puller
- Before installing 1954 Buick differential bearing, examine bearing seat on differential case for burrs or scores. Remove high metal with a mill file and coat seat with engine oil or white lead.
- Install bearing, using Replacer J 2242, which is designed to pilot in the case and bear squarely against bearing inner race. See figure 6-14. Bearing must be pressed (not hammered) tight against shoulder on case.
1954 Buick Installing Differential Bearing Using Replacer J 2242
6-10 ASSEMBLY AND STRAIGHTENING OF 1954 BUICK PINION AND PROPELLER SHAFT
Assembly of 1954 Buick Pinion and Propeller Shaft
NOTE: Before assembly make certain that interior of propeller shaft is free of oil and is clean and dry. Any foreign material in propeller shaft will throw it out of balance and cause vibration.
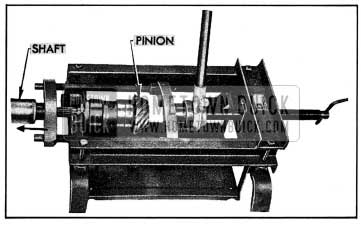
- Install parts on pinion shaft in the following order: rear bearing spacer, two rear bearings (roller), bearing lock sleeve with chambered end toward spline, front bearing (ball) with shielded side toward spline. See figure 6-15.
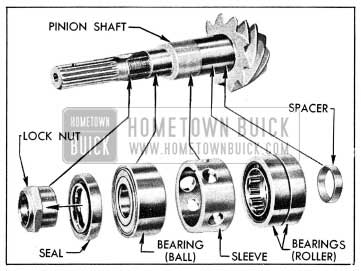
1954 Buick Pinion Shaft and Related Parts
- Press front bearing solidly against shoulder on pinion shaft, using a tube of proper size to bear against inner race only. NOTE: Bearing may be brinnelled if hammered into place.
- Make certain that the outer surface of pinion bearing lock nut is clean and free of nicks or burrs, then install a new bearing oil seal with the spring-loaded edge pointing away from hex or nut.
- Install lock nut on pinion with seal toward ball bearing. While gripping splined end of pinion in vise (with soft jaws), tighten nut to a minimum of 150 ft. lbs. torque; nut must hold bearing tight against shoulder on pinion.
- Stake outer edge of lock nut down into notch in pinion. Push oil seal flat against the bearing.
- Coat splined end of pinion with white lead to facilitate assembly, then press pinion into propeller shaft until coupling pin holes are aligned, using Press J 1292-C. See figure 6-16. Pinion must not be a loose fit in propeller shaft.
1954 Buick Installing Pinion on Shaft
Install a new coupling pin and solidly rivet both ends.
IMPORTANT: Whenever a pinion and propeller shaft are assembled together the complete assembly must be checked for straightness regardless of whether new or original parts are assembled. See subparagraph b, below.
Straightening Pinion and Propeller Shaft Assembly
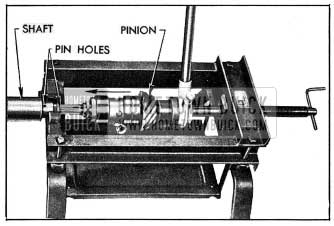
The 1954 Buick pinion and propeller shaft may be checked for straightness using V-blocks or rollers and a dial indicator. If the assembly is not within the limits specified below, straighten as required, using a press and suitable supports.
- Support the assembly on V-blocks placed under the seal sleeve just to rear of splines at “A” and under the rear (roller) bearing at “B” See figure 6-17.
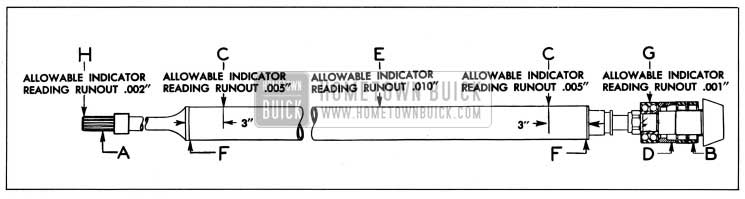
1954 Buick Propeller Shaft Run-Out Specifications
- Mount a dial indicator so that readings for run-out can be taken successively at points “C” located 3″ from each end of shaft tube, point “E” at middle of shaft tube, point “G” at front (ball) bearing, and point “H” at front end of splines. When checking points “C” and “E”, care must be taken not to permit the seam or hollow spots on tube to give a “bounce” to indicator and thus show a wrong indicator reading.
- Check run-out at points “C” first. If total indicator reading is .005″ or less, the shaft is OK at these points. If run-out exceeds .005″, support the shaft at “A” and “D” (under lock sleeve) and exert pressure against high side of shaft at point “F” located on end of shaft tube where run-out exits. Use steady pressure and not shock blows to spring shaft as required to bring run-out points “C” within .002″
- Check run-out at point “E” after correcting any run-out at points “C”. If run-out at “E” exceeds .010″ total indicator reading, support the shaft at points “F” and exert steady pressure against high side of shaft as required to bring run-out within .010″.
- Check run-out at point “G” after correcting run-out at points “C” and “E”. If run-out at “G” exceeds .001″ total indicator reading, support the shaft at points “A” and “D” and exert steady pressure at the rearward point “F” on high side of shaft.
- Finally, re-check run-out at points “G”, “E” and “G” to make sure that run-out is within specified limits at all points. The run-out at point “H” should then be within .002″ total indicator reading. More than .002″ run-out at “H” will cause rapid wear of universal joint bushing and possible leakage of oil from transmission into torque tube.
6-11 INSTALLATION AND ADJUSTMENT OF 1954 BUICK PINION AND PROPELLER SHAFT
Installation of 1954 Buick Pinion and Propeller Shaft
Before installation of 1954 Buick pinion and propeller shaft assembly make certain that interior of 1954 Buick rear axle and third member housings are absolutely clean and dry. Also make certain that parts to be• installed are clean and that pinion bearing shims are not crimped or buckled.
- Place the original number and thicknesses of pinion bearing shims over propeller shaft and against front bearing NOTE: Shims furnished with new gear sets are for use as required in adjustment and are not necessarily of correct total thickness.
- Use rear axle lubricant to thoroughly lubricate bearings, also coat outer surface of oil seal to aid installation. Lightly coat the shims to hold them in place against front bearing.
- As pinion and propeller shaft assembly is inserted into third member housing, turn propeller shaft to engage splined front end in universal joint. Be very careful to start the shaft through the front seal in torque tube without damaging the seal retainer.
- If axle assembly is under the car, the universal joint yoke will guide the propeller shaft so that the sleeve will enter the seal centrally. If axle is not, under car, however, a second man should guide the shaft as the sleeve enters the seal.
- As the pinion rear bearing enters third member housing, place Pinion Bearing Spacer J 5499 between bearing and pinion gear so that bearing can be pushed into place without binding against spacer on pinion. See figure 6-18.
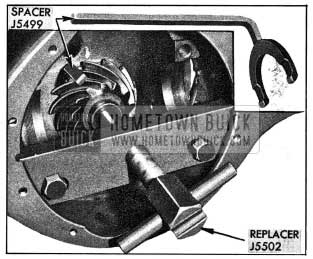
1954 Buick Pressing Pinion and Shaft into Place
- Mount Replacer J 5502 in carrier as shown in figure 6-18 and press shaft and pinion forward until shims and front bearing are firmly seated.
- Align holes in pinion bearing lock sleeve with tapped holes in carrier and install the three sleeve lock screws. Tighten each lock screw a little at a time until lock sleeve is solidly seated and screws are uniformly tightened to 35-40 ft. lbs torque. Tighten lock nuts to 12-15 ft. lbs. torque; excessive tightening of nuts may withdraw lock screws sufficiently to allow end play of pinion bearing. Remove Spacer J 5499.
- Regardless of whether original or new parts affecting pinion setting are installed, check pinion setting with gauge as described in the following subparagraphs.
Pinion Setting Marks and Setting Gauges
All Buick ring and pinion gear sets are selectively matched for best operating position and proper tooth contact. After matching, a serial number is etched on one tooth of pinion and on rear face of gear to aid in keeping matched parts together. See figure 6-19. Parts having different matching serial numbers must never be used together.
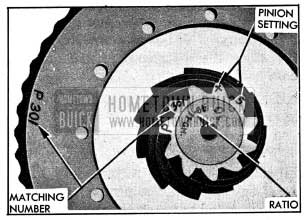
1954 Buick Ring and Pinion Gear Markings
Ring and pinion gear sets are matched in a special test machine which permits adjustment of pinion depth in ring gear until a point is reached where best operation and proper tooth contact under load is obtained. At this point, the setting of pinion with reference to centerline of ring gear is indicated by the machine. This setting may vary a few thousands of an inch from the design or “nominal” setting due to allowable variation in machining the parts.
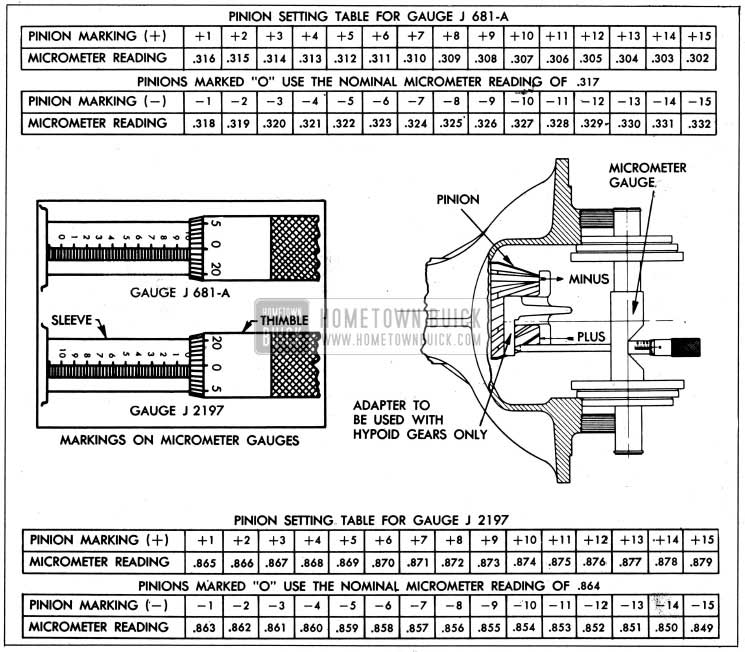
In order to make it possible to duplicate the matching setting of the pinion when the gear set is installed in a third member housing, the pinion is marked to indicate this setting with reference to the “nominal” setting. The amount in thousandths of an inch plus or minus the “nominal” setting is etched on the small end of the pinion tooth. See figure 6-19. When a pinion is marked “+” (plus) it means that the pinion must be set at a distance from the centerline of the ring gear equal to the “nominal” setting plus the amount indicated on pinion tooth. When a pinion is marked”-” (minus) it means that the pinion must be set at a distance equal to the “nominal” setting minus the amount indicated on pinion tooth.
Pinion Setting Gauge J 681-A or J 2197 is required in order to measure the pinion location after it is installed in a third member housing.
Pinion Setting Gauges J 681-A and J 2197 are identical except for the markings of the micrometer section, as described below. Either tool consists of a micrometer gauge, a checking gauge, an adapter for use with hypoid gear sets, and a clamp to hold the adapter in position. The micrometer gauge has sliding stepped collars so that gauge can be used in all models. The checking gauge should be used to test the accuracy at zero of the micrometer gauge before using the gauge. See figure 6-20.
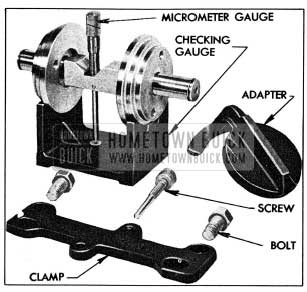
1954 Buick Pinion Setting Gauge
1954 Buick Pinion Setting Gauge J 681 A
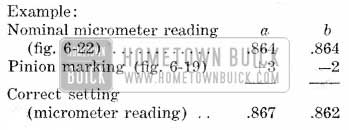
This gauge has the thimble and sleeve of the micrometer marked exactly like a standard micrometer. See figure 6-22. When the thimble is turned clockwise to extend the spindle, the reading becomes less. Consequently, when this gauge is used to measure depth of a pinion marked”+” (plus), the amount marked on the pinion tooth must be subtracted from the “nominal” micrometer reading. Likewise, if pinion is marked “-” (minus), the amount marked on the pinion tooth must be added to the “nominal” micrometer reading.
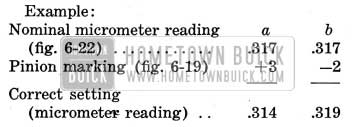
1954 Buick Pinion Setting Gauge J 681 A Reading
1954 Buick Pinion Setting Gauge J 2197
This gauge has the thimble and sleeve of the micrometer marked the opposite of a standard micrometer. See figure 6-22. When the thimble is turned clockwise to extend the spindle, the reading becomes greater. Consequently, when this gauge is used to measure depth of a pinion marked “+” (plus) the amount marked on the pinion tooth must be added to the “nominal” micrometer reading. Likewise, if pinion is marked “-” (minus), the amount marked on the pinion tooth must be subtracted from the “nominal” micrometer reading.
1954 Buick Pinion Setting Gauge J 2197 Reading
Checking 1954 Buick Pinion Setting with Gauge
- Before Pinion Setting Gauge is installed, check the ends of pinion teeth and stone off any burrs; also rub stone over etched markings to remove high spots. The gauge adapter must seat flatly and firmly against ends of pinion teeth without rocking in order to secure an accurate micrometer reading.
- Install Adapter J 2197-9 with Clamp J 2197-8, and the micrometer gauge as shown in figure 6-21. The adapter must be firmly held against the pinion by the clamp. The micrometer gauge must be firmly seated in the differential bearing seats in carrier, with spindle perpendicular to surface of adapter.
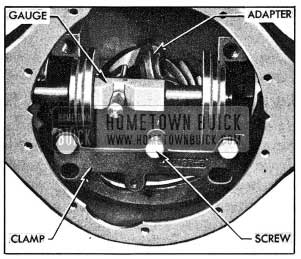
1954 Buick Pinion Setting Gauge Installed
- The pinion setting is obtained by adjusting micrometer until the spindle just touches the adapter, then reading the micrometer.
NOTE: Swing the micrometer spindle-up and down slightly while adjusting, to feel the exact point at which it contacts the adapter.
- If the old ring and pinion gear set is being reinstalled and it has been in use long enough to establish a wear pattern on teeth, the original pinion setting found before removal should be maintained to avoid changing tooth contact.
If the ring and pinion gear set is new, or has not been in use long enough to establish a wear pattern on teeth, the micrometer reading should be within .001″ of the reading given under the proper pinion marking in figure 6-22. Note that figure 6-22 gives one pinion setting table for Gauge J:-681-A and another for Gauge J 2197 since the micrometers are not marked alike on both gauges.
1954 Buick Pinion Setting Tables for Gauge J 681-A and J 2197
- If pinion setting is not as specified, adjust as described below.
Adjustment of 1954 Buick Pinion
The pinion setting is adjusted by changing the total thickness of the pinion bearing shims which are located between the pinion front bearing and the shoulder in third member housing.
- Remove pinion and propeller shaft assembly (par. 6-7, b).
- Remove all pinion bearing shims from shaft or in third member housing, wipe shims dry, and measure their total thickness with a micrometer, or with a dial indicator set to bear against a flat surface.
- Increase or decrease total thickness of shims as required to obtain proper pinion setting, by using a different combination of shims. These shims are furnished in thicknesses ranging from .010″ to .019″ in increments of .001″, so that any total thickness may be obtained by using a combination of different shims.
- Install pinion and propeller shaft assembly with new combination of shims and be sure to tighten the three bearing sleeve locks uniformly to 35-40 ft. lbs. torque, and lock nuts to 15-20 ft. lbs. torque.
- Check pinion setting with gauge. Setting must be within .001″ of required micrometer reading to insure quiet gear operation.
6-12 INSTALLATION AND ADJUSTMENT OF 1954 BUICK RING GEAR AND CASE ASSEMBLY
- Before installation of ring gear and case assembly make sure that differential bearing seats in carrier pedestals and caps are clean and free of burrs. Remove any burrs which might prevent bearings or bearing caps from seating properly.
- Place outer races on differential bearings but do not oil bearings as this would interfere with bearing adjustment. Install gear and case assembly in carrier and slide bearing adjusters into position so that threads are properly engaged in threads in carrier pedestal.
- Install bearing caps with bolts, making sure that caps are installed in original positions as marked before removal. Turn bearing adjusters to engage threads in caps. Tighten cap bolts to 20 ft. lbs. torque then loosen all four bolts 1/4, turn.
- Using Adjuster Wrench J 1365-A (fig. 6-23) turn adjusters as required to set ring gear lash at approximately .010″, with both adjusters in firm contact with bearings. CAUTION: Do not use punch and hammer to turn adjusters as adjusters will be distorted and proper bearing adjustment cannot be obtained.
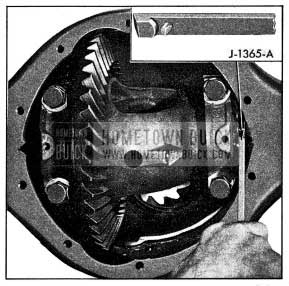
1954 Buick Adjusting Differential Bearings
- Back off one adjuster (preferably left) while observing bearing rollers a:r.ld outer race, until rollers and race just stop turning, then tighten adjuster 4 to 5 notches to properly seat bearings and adjusters.
- Slowly back off adjuster until bearing outer race just stops turning. Recheck for this “free position” at least once to make sure of proper position.
- From the “free position” tighten the adjuster 2 to 3 notches to pre-load the bearings, then tighten all 4 bearing cap bolts to 100-120 ft. lbs. torque.
- Mount dial indicator as shown in figure 6-24. Use a small button on indicator stem so that contact can be made near heel end of tooth. Set dial indicator so that indicator stem is as nearly in line with gear rotation as possible. If stem bears against edge of tooth, or stem is at considerable angle to the line of gear rotation, a false indication of backlash will be obtained.
1954 Buick Checking Back Lash with Dial Indicator
- Lock the pinion with a suitable bar and move ring gear through lash range while observing movement of indicator hand. Check lash in this manner at three or four points around ring gear to determine points of minimum lash.
- With a new gear set, ring gear lash must not be less than .006″ nor more than .011″, with .007″ to .009″ preferred. Lash must not vary more than .003″ around the ring gear.
If original gear set is being reinstalled, the original gear lash should be maintained.
- If backlash is not within limits specified above, move ring gear to right or left as required to secure proper backlash. To move ring gear, loosen all bearing cap bolts 14 turn; loosen one notch on bearing adjuster on side toward which gear is to be moved and tighten one notch on opposite adjuster. When one adjuster is loosened always tighten opposite adjuster the same amount in order to maintain the bearing preload adjustment made in step 7 above. One notch change of both adjusters in the same direction will change gear lash approximately .0035″.
- Always tighten all bearing cap bolts to 100-120 ft. lbs. torque after adjusters have been moved and recheck lash with dial indicator as described in step 8 above. When lash is properly set, install both bearing adjuster locks.
- Install differential side gears and thrust washers in case, then lubricate bearings and install axle shafts (par. 6-6).
- When a new gear set is installed in a rear axle, be sure to caution the car owner to operate the car in the same manner as recommended for a new car, in order to allow the new gears to run in smoothly.
New gears may be scored during break-in by hard starts, harsh use of clutch, high speed driving, and down-shifting at speeds above 40 m.p.h.
Leave A Comment
You must be logged in to post a comment.