Project Description

Buicks Busy Acres – Flint, Michigan
1956 Buick Edward T. Ragsdale
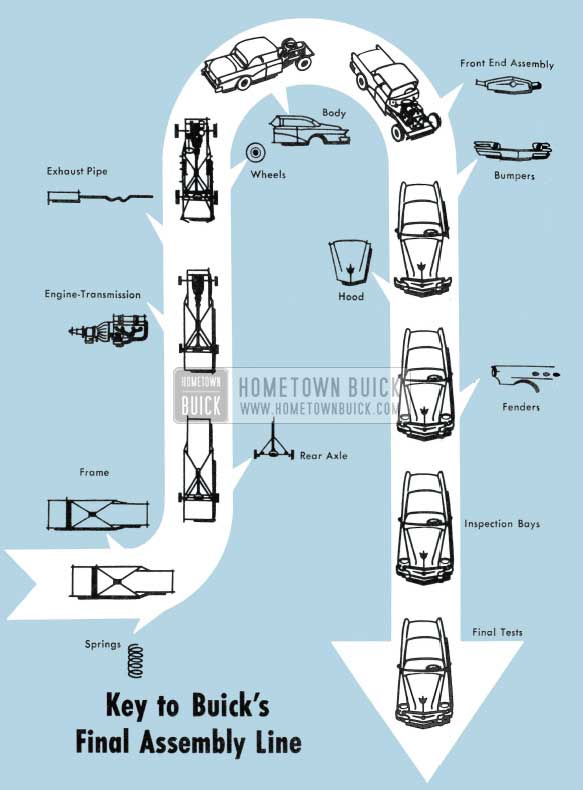
VISITORS to Buick’s final assembly line see a new car built rapidly. Less than two hours after a bore frame is placed on a power conveyor it supports a beautiful finished car, exact and quiet in operation. Thats why we call it Buicks Busy Acres.
The process looks easy. It is a marvel of modern moss production, but only because many other marvels ore performed in many other Buick manufacturing plants nearby where row materials ore shaped accurately into thousands of ports that together form a Buick. Along the way, they are inspected again and again, fitted to their counterparts, examined once more, and-ready to operate- ore sent to their proper stations for installation in a cor.
A new Buick starts in the minds of engineers and stylists and other management people – years before it is offered to the public. later it moves to the plant layout and production experts who devise and set up the complicated production lines needed, and design and order essential machinery. It next becomes the responsibility of the purchasing and material control men who must get proper supplies to the right place on time. Then at lost i t is put in the hands of the men and women whose fine workmanship assures that each component con handle well the demanding job required of it.
We take pride and pleasure in our craftsmanship. We consider it on important reason why Buick is one of only six automobile manufacturers still surviving, among the thousands that hove offered cars to the public during the years before and since Buick’s founding in 1903. Craftsmanship, styling, and engineering ore what combine to make Buick the finest car on the rood.
Edward T. Ragsdale General Manager, Buick Division General Motors
Key to Buick’s Final Assembly Line
1956 Buick Buick Assembly Line
A CAR TAKES SHAPE
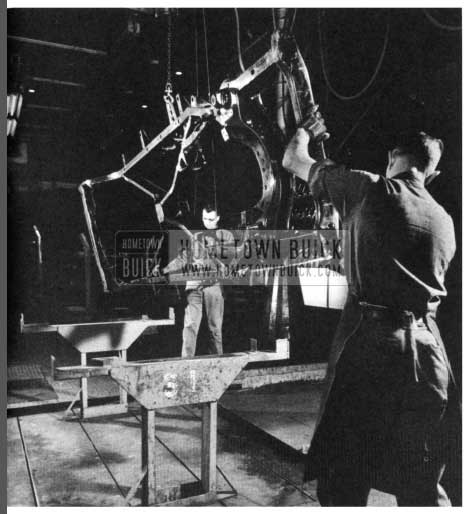
1956 Buick Frame Mounting
Final assembly of a new Buick begins when its frame is moved onto a conveyor line, upside down so that the first few parts may be installed with the least effort. U-shaped and less than a half-mile long, the line marks the consummation of the many man-hours required to build a fine automobile from raw materials of mine and farm and factory.
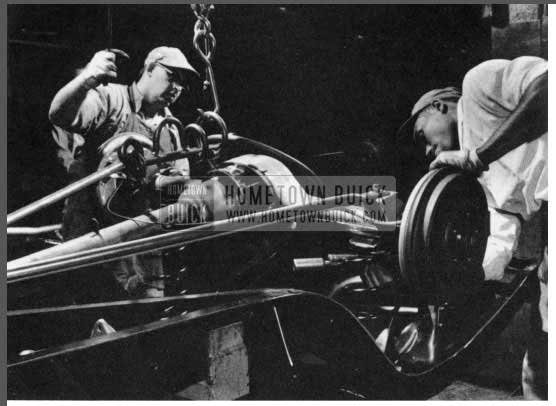
1956 Buick Rear Axle Mounting
1956 Buick Installing Shock Absorbers
The rear axle, with its care fully matched mechanism already thoroughly tested and found roadworthy, is installed ( above), along with Buick’s famous coil springs (left), and unique anti-sway bar, the front shock absorbers, and rear tail pipe.
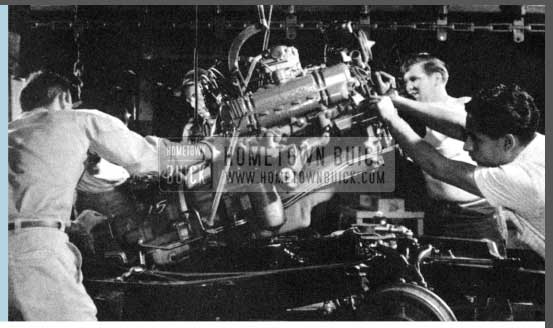
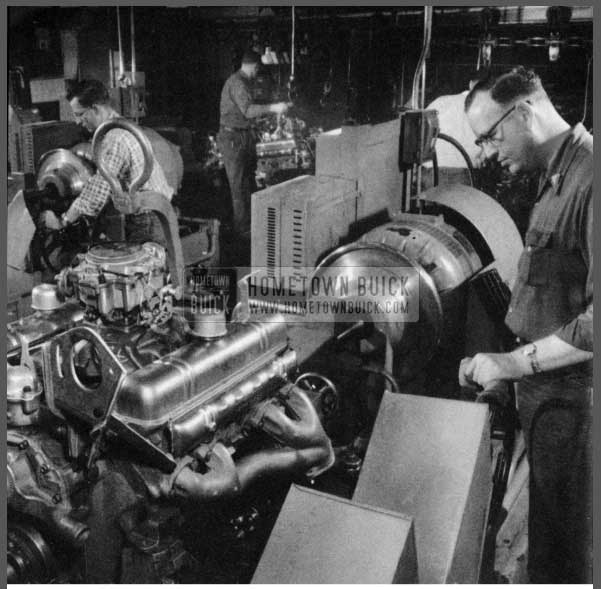
1956 Buick Engine Installation
Powerful V8 engines, and Dynaflow or synchromesh transmissions, made with painstaking care, are guided into position by power hoists and men’s hands, lowered onto the chassis, and bolted securely. Multigraphed sheets of instructions tell employees on the assembly lines the engine and transmission ordered, the style and model car, the colors and accessories.
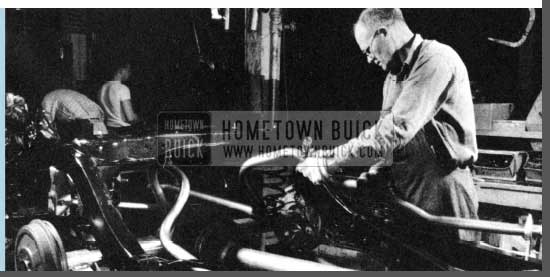
1956 Buick Exhaust Pipe Installation
An exhaust pipe – a vital portion of the 109 feet of tubing in a new Buick – the brake lines, mufflers, and rear shock absorbers are added and the chassis is sprayed with black paint before the wheels and tires are set in position. Tires have been inflated automatically at one of the eight main sub assembly points adjoining the final line to serve it quickly and well.
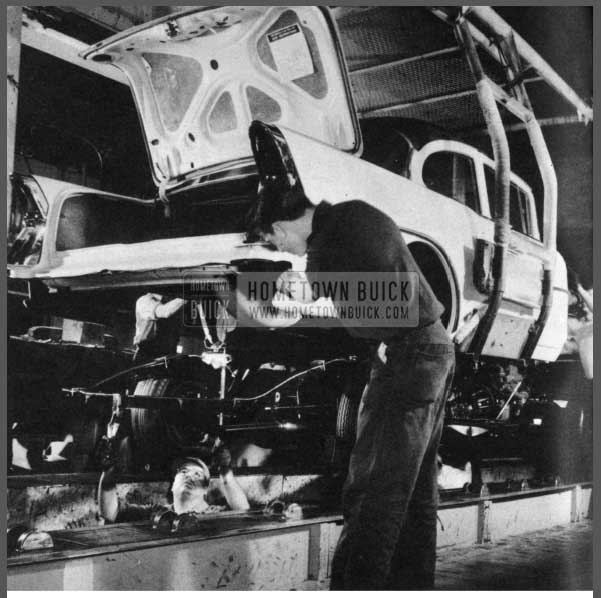
1956 Buick Final Assembly
The car begins to assume the graceful contours of its exterior styling when the body is lowered from the floor above and bolted to the chassis. Before that event, the body shell, received from a Fisher Body plant, posses through a subassembly line nearby. There the steering gear and instrument panel ore installed, together with taillights, the fresh air system, and some of the 230 feet of wiring needed to operate the Buick.
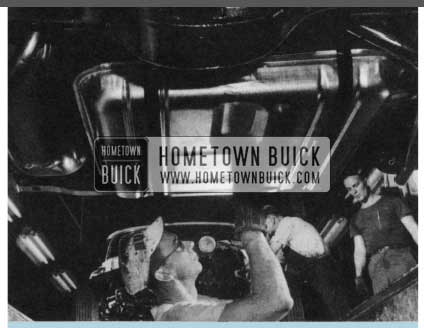
1956 Buick Underbody Check
From now on, men are stationed in pits under the conveyor line, as well as beside it, to check the undercarriage, and to add nuts, bolts, and larger parts such as the gasoline tank. Split-second coordination such as this enables Buick in the Flint plant alone to complete more than one new car every minute at capacity production.
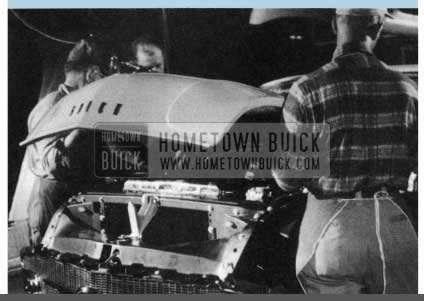
1956 Buick Hood Installing
The chassis acquires more of its outer elegance as the front end assembly, the rear bumper, and the hood are brought into position. The steering wheel and battery are set, and gasoline is run into the tank.
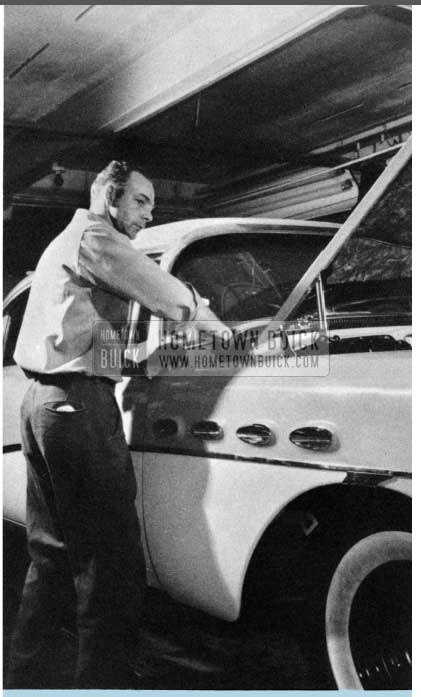
1956 Buick Hood Adjustment
Front fenders go on near the end of the run. Buick, which makes more of its own parts than any other U. S. automobile manufacturer, produces these fenders in one of the 104 buildings on its property at Flint.
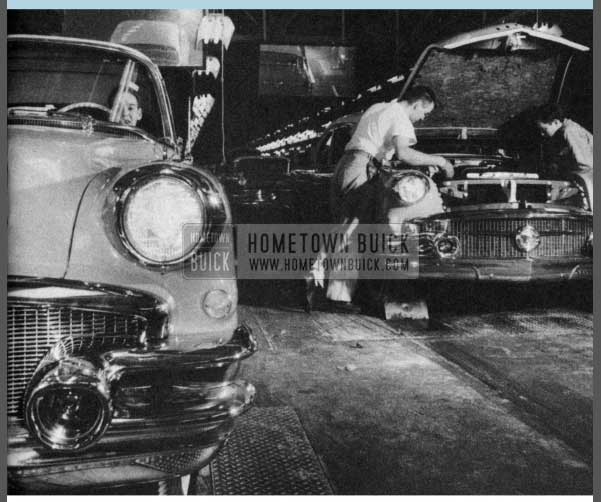
1956 Buick Assembly Line
Last of all , each new car passes through several rigid tests to make certain every body component fits well; the motor, transmission, brakes, and all dash board instruments operate properly; headlights have correct beam and focus; wheels are aligned; and the finish is bright and unmarked. After the final, careful inspection , an approved car is released for delivery to a customer in a dealer’s showroom or at Buick’s drive-away.
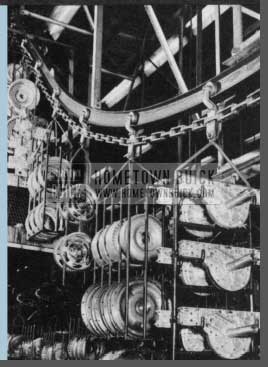
LINKING POWER TO WHEELS
1956 Buick Plant Machinery
Behind the seeming simplicity of the final assembly operations stand masses of materials, miles of conveyors, acres of machines, and thousands of other men and women whose endeavors are as important as the work of installing a car body or a rear axle.
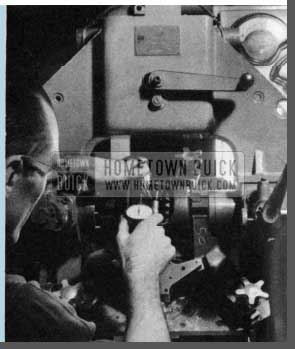
1956 Buick Gear Machinery
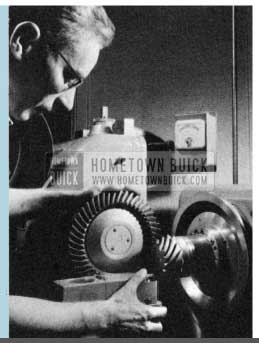
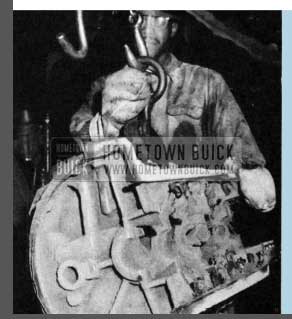
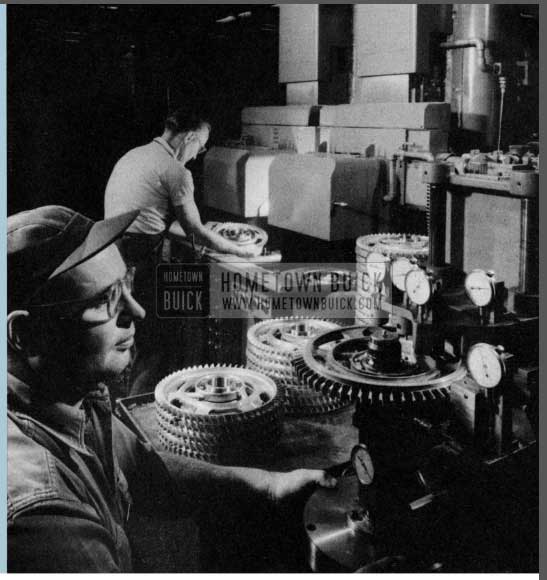
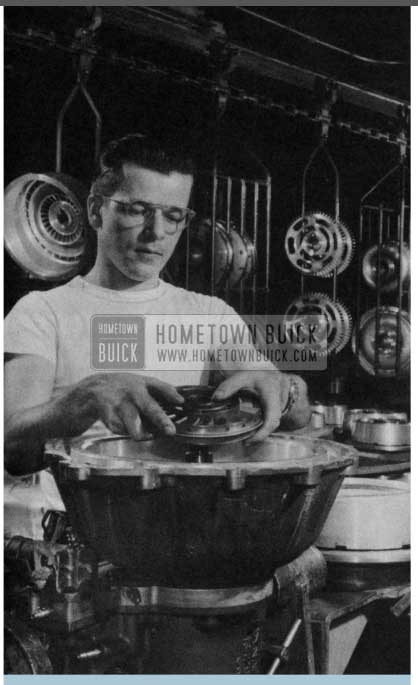
Every automobile must have a complicated set of gears to transfer the engine’s mighty power to the rear wheels so that the car will move, and a differential ( here being tested for proper fit of the assembled pieces) that at turns in the road enables those rear wheels to do a maneuver not unlike a soldier ‘s “column right.” This indispensable unit – the rear axle assembly – consists of 206 parts, all of which must be prepared with particular precision.
1956 Buick Engine to Rear Axle Link
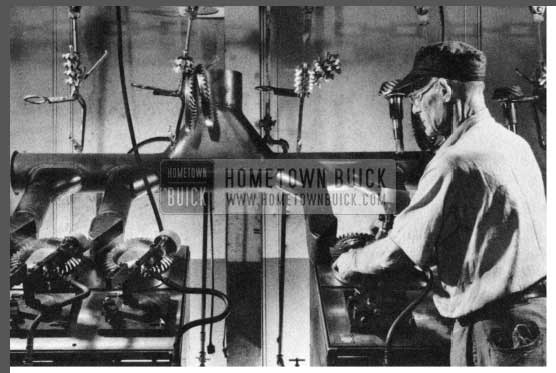
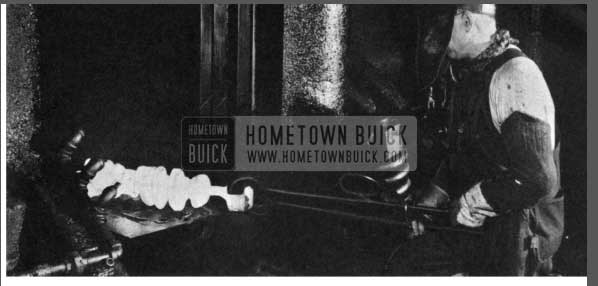
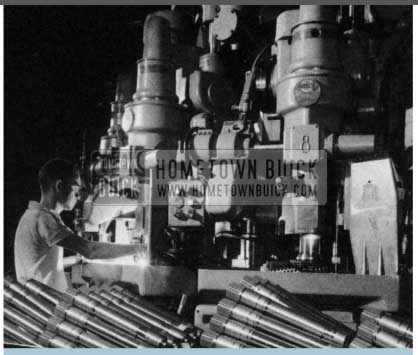
The final connecting link from engine to rear axle-attached to the end of the driveshaft-is a short shaft called a pinion; it meshes with a ring gear in the axle to turn the wheels. Out of Buick ‘s own forge shop come pinions rolled and headed from white hot steel of a special com position. This work represents the first step at Buick in the pinions’ steady progress toward completion as unerringly machined pieces, ready to fit perfectly with matching gears.
1956 Buick Plant Gauges
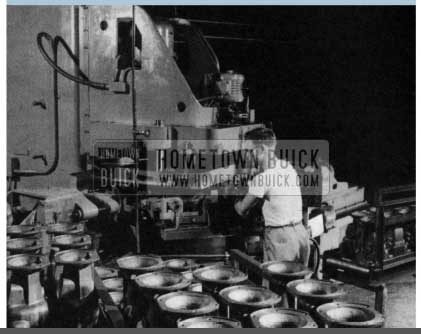
Sent to the Buick plant that makes gears used in driveshafts and differentials, pinions have their surfaces milled, ground, and honed. The pinion teeth are cut in banks of machines whose output is checked on a master gouge 12 times every day to guard against the slightest inaccuracy.
1956 Buick Gear Ring
The ring gear is fashioned with the same special care. To make them tougher, both pinion and gear are heat-treated at varying temperatures up to 1,650 degrees Fahrenheit in a series of closely supervised operations lasting 9 1/2 hours. Ring gear ( above) and pinion then are given a final grinding to assure even smoother performance.
1956 Buick Gear Pinion
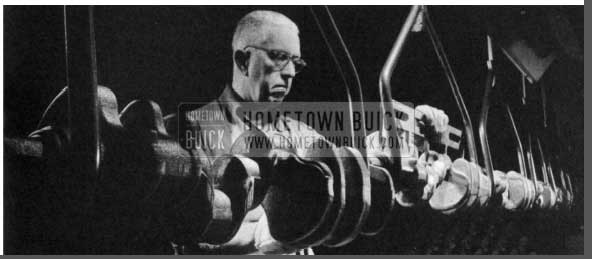
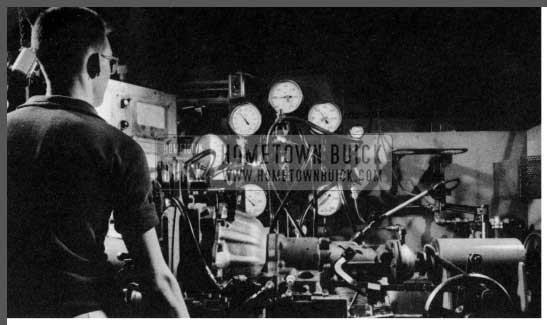
The pinion and gear next are matched in a delicate operation that fits them together in their most efficient running position. After this proper setting is etched in the metal, the pieces are assembled and given a dynamometer test that duplicates actual driving conditions. This is one of more than 8,950 specific inspections performed on the components of every new Buick between the time raw material is received at the plant and the moment the new car is driven off the final assembly line.
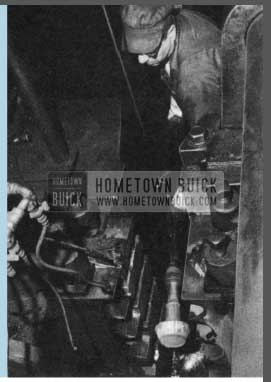
1956 Buick Rear Axle Housing
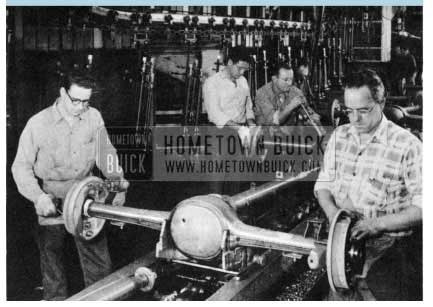
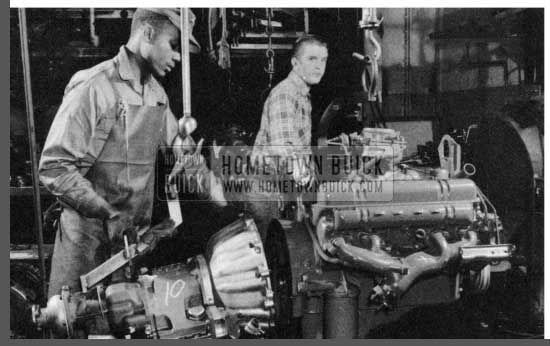
The Buick-built rear axle housing is the first unit to go on the rear axle final assembly line. The differential is set and bolted i n pl ace. The driveshaft already subassembled, tested , and balanced for quiet operation-is secured , as are the axle shaft and brakes ( being installed above). The completed rear axle either is placed on a mile-long conveyor that carries it to the Flint final assembly plant, or is shipped to one of seven other plants in widely separated cities where Buicks are assembled.
1956 Buick Gear and Axle Plant
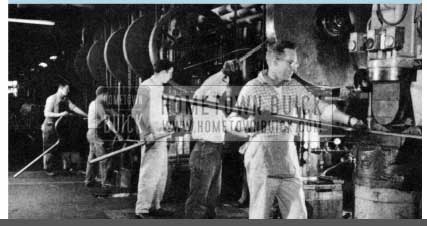
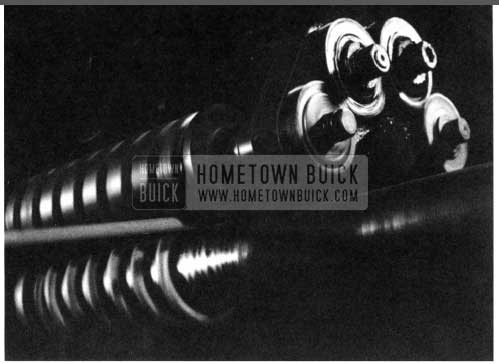
Two other important functions of the gear and axle plant are the manufacture of front a x les and all the pipe that a Buick uses. Automatic machines fold flat steel , weld it, saw it to desired length s, and bend the resulting tubes to required shapes. The work of turning flat steel into the exhaust pipe shown here consumes only 3 1/2 minutes. Buick ‘s gear and axle plant produces 36 miles of pipe every working day.
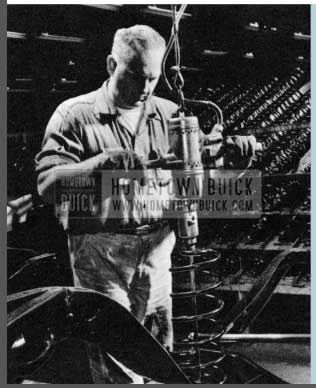
1956 Buick Coil Springs
Buick’ s coil springs are justly famous for their contribution to comfortable riding. The springs are made in Buick’s forge shop, one of the basic factories supplying parts for passenger cars. Long steel rods of exact diameter are heated to 1,600 degrees Fahrenheit in a furnace that can process 225 every hour. As each heated rod emerges, an operator inserts it in an automatic coiling machine. By simply changing the machines’ coiling dies, Buick makes 23 different types of springs for various purposes.
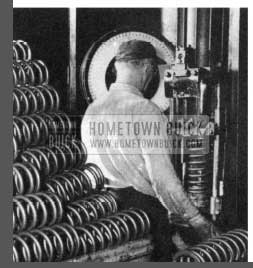
1956 Buick Coil Spring Forming
After being immersed in oil for cooling, a formed spring is heated again at a lower temperature and blasted with thousands of tiny steel balls to give it even longer life. Then the entire surface is tested for load resistance and the spring is painted and sent to the final assembly plant. Buick’s large and well-equipped metallurgical laboratory regularly tests production samples of many parts, including coil springs, to determine if they measure up to Buick’s demanding standards.
SAND AND IRON FOR ENGINES
1956 Buick Sand and Iron for Engines
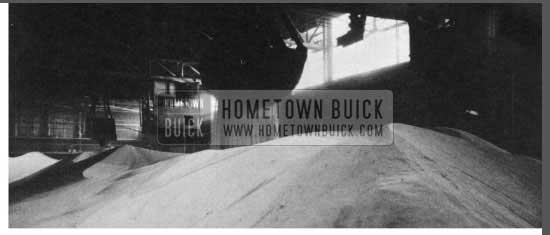
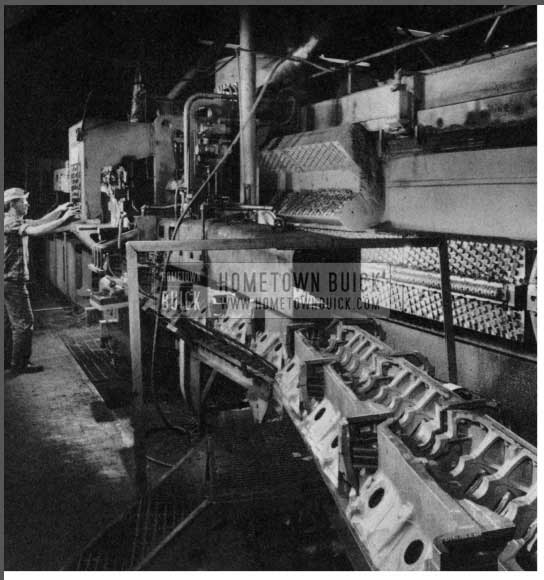
At Buick’s modern V8 engine plant, the first port to be placed on the final assembly line is a cylinder block. Before it can be swung onto a conveyor there, the block must be made and machined carefully in a chain of 445 separate operations performed at the Buick facilities in Flint. In the course of those many processes, it is inspected nearly 300 times to make certain it has proper size, strength, and durability. Sand and metal are the principal materials needed to create a cylinder block at the Buick foundry.
1956 Buick Parts Lot
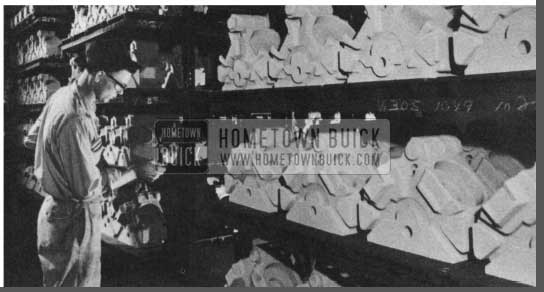
Dried, the sand is mixed with fine corn flour, water, and heavy oil, then is transported to hoppers suspended above core and mold making machines, many of which produce pieces as delicately patterned as these. Besides cylinder blocks, the big Buick foundry makes many other parts for Buick cars, including brake drums, flywheels, units for Dynaflow transmissions, and cylinder heads.
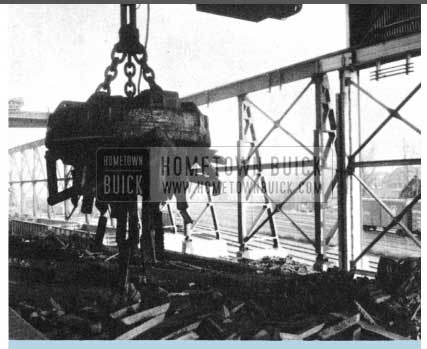
1956 Buick Iron Magnet
1956 Buick Fire
While sand is being prepared to mold cylinder blocks and other parts, a magnetic crane transfers pig iron and scrap of special property from large outdoor bins to a make-up hopper, where the amounts are proportioned by weighing. Together, they constitute what is called a charge, or mix. With coke added, and limestone for flux, the charge is emptied into one of Buick’s 12 modern shaft furnaces, where it is reduced to molten metal from which the castings are made.
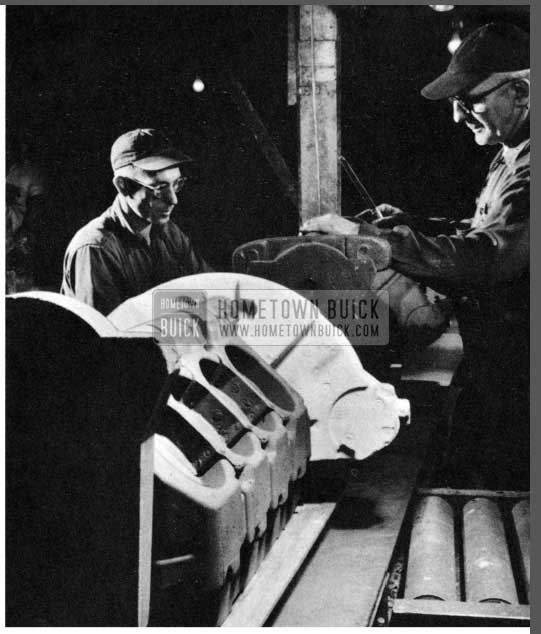
1956 Buick Engine Block Assembly
At other stations, men make and bake the cores that form the cavities of a cylinder block and the molds that form its exterior outlines. Molten metal, filling the spaces between, creates the shape of the cylinder block. The block core assembly ( above ) is composed of several ports, set together closely and inspected. Here again production lines ore coordinated so that each port reaches its special station at the right time.
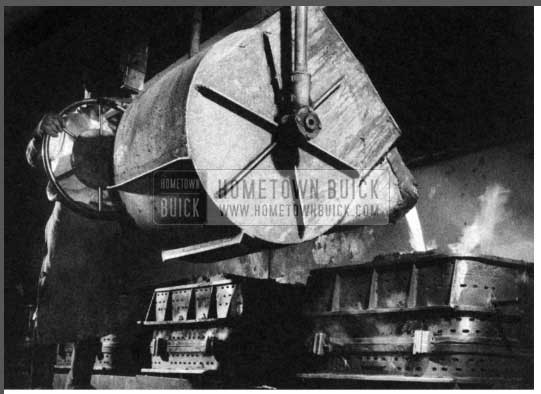
1956 Buick Metal Machinery
The cores are cleaned and placed in the molds. Overhead, fast-moving mono rail carriers deliver molten metal from the furnaces to the conveyor lines for pouring into the assembled molds. All the while, the foundry laboratory keeps watch on the quality of the sand, pig iron, t:oke and finished castings.
1956 Buick Castings
Sand clings to castings with more persistence than to wet bathing suits at a summer beach. Excess metal must be removed as well. After a casting is taken from the mold, it is sent through successive vibrating, grinding, hammering, chiseling, steel shot blasting, and air blowing operations to knock off the sand and excess metal. Along the way it is milled, gauged, and water tested, then shipped to the engine plant.
MIGHTY HAMMERS SHAPE STEEL
1956 Buick Crankshaft Fabrication
While castings are being made, certain other parts for Buick’s engine are prepared in the forge shop. The crankshaft, for example, is formed there from steel bars carefully bought and carefully tested after purchase. Heated to 2,350 degrees Fahrenheit, a bar is passed to a highly-trained worker presiding over a massive steam hammer fitted with a Buick-made die. He molds the crankshaft’s intricate contours by skillfully directing the hammer’s tremendous force onto the white hot metal.
1956 Buick Crankshaft Line
Strengthened by heat treating and measured for straightness, the crankshaft is cleaned, inspected , and tested to make certain it is flawless, shaped properly, and hard enough before it is sent to the engine plant, a scant half-mile away. This and the rear axle pinion are only two of the many units forged by Buick itself for Buick cars. By producing so many of its own parts, Buick can keep the closest possible control on quality.
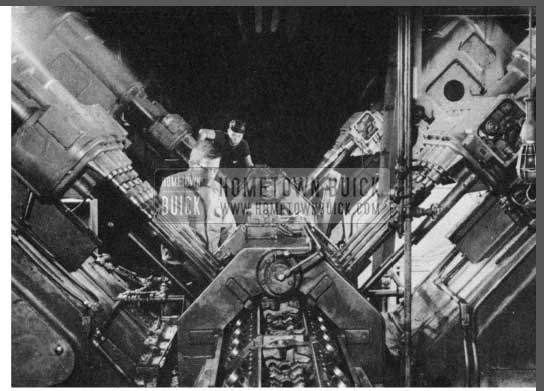
GRINDING TO PERFECTION
1956 Buick Engine Plant
All components of Buick’s engine are prepared with exceptional care. The work on them is barely begun when they reach the engine plant. There they must be machined many times so that, assembled, they will function with the greatest efficiency. Because of its varied surfaces, a cylinder block requires more preparatory work than do some other parts. Here blocks are getting their first rough trimming at a huge machine equipped with more than 700 cutting tools, visible in right background.
1956 Buick Engines put Together

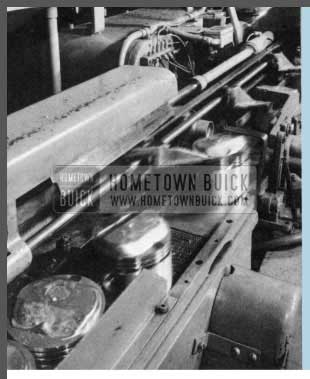
1956 Buick Engine Piston Installation
Cylinder bores must be machined to hairbreadth accuracy, with measurements held to 3/10,000ths of an inch. After honing (above), the bores are measured on an air gauge ( below) and their exact sizes are teletyped to a piston sub assembly station so that pistons of the proper dimensions may be readied for use with them.
1956 Buick Piston Machinery
Before reaching the subassembly point, pistons ore machined thoroughly so that they will slide up and down smoothly in the cylinders as engine combustion takes place. They are weighed twice the first time, after preliminary work on their surfaces, in an automatic machine that also removes a small amount of metal to lighten them if necessary and rejects pistons which even then do not weigh within the 4/1,000ths of a pound variation allowed. They are weighed again after additional machining and assembly to piston pins and connecting rods.
1956 Buick Connecting Rod Installation
Connecting rods join an engine’s pistons to the crankshaft, here getting oil holes drilled for cooling lubrication when it revolves in the cylinder block. Each crankshaft posses through 90 different machining steps before it receives a final balancing test that duplicates actual operation, then is approved for use. like employes on many automotive jobs, the operator wears safety glosses.
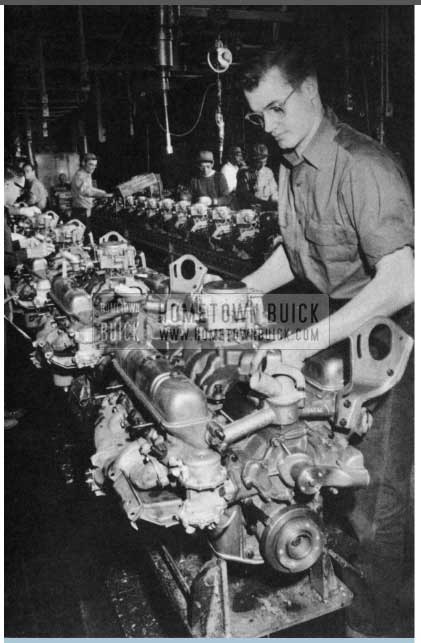
1956 Buick Engine Final Assembly
As on the automobile final assembly line, the engine line has adjacent subassembly stations where parts precision made, precision machined, and precision tested are put together. An engine nears completion as the intake manifold {being sub assembled in background) is set in position. To keep pace with the public’s growing demand for new Buicks, the engine plant undertook an expansion program to increase its production capacity to 4,500 engines a day.
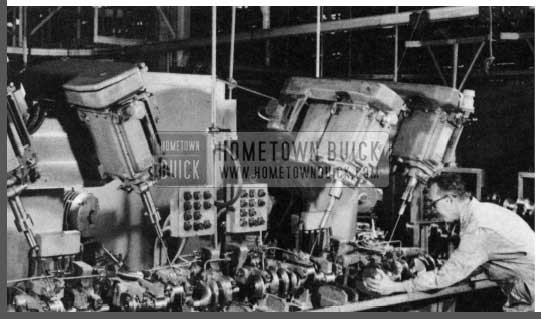
1956 Buick Engine Valve Covers Installation
Completed, the compact Buick VB engines ore sent by conveyors to a special room where each is given a 30-minute performance test under the watchful eyes of trained technicians. After being checked on balancers ( above) to minimize vibration, the engines ore pointed and shipped to the automobile assembly plant. These many, painstaking operations combine to create the powerful, quiet engine for which Buick has long been noted.
START OF EASY DRIVING
1956 Buick Dynaflow Second Stator
The 1,054 pieces of Buick’s Dynaflow transmission also require extensive refining work so that they will operate with matchless proficiency. Here the outer dimensions of the fixed-vane second stator, which greatly improves perform once and fuel economy, ore checked immediately after final machining.
1956 Buick Dynaflow Machinery
1956 Buick Dynaflow Rear Bearing Retainers
Machines-large and small-cut, shape, drill, grind, buff, and test the components as they move steadily toward subassembly and final assembly lines. Splines (above) ore being cut in the shaft of the planet, which enables Dynaflow to go in reverse, while rear bearing retainers (below), mode in Buick ‘s foundry, pass through one of their many machining operations.
1956 Buick Dynaflow Assembly
Dynaflow units ore assembled on two oblong final lines, each only 260 feet long. Here the variable pitch stator is installed while in the background ports pass toward o nearby subassembly point. Dynaflow delivers more torque for toke-off and acceleration than any other automatic transmission.
1956 Buick Dynaflow Test
At capacity, the assembly lines can produce 160 Dynaflows an hour. The completed transmissions are tested under simulated operating conditions for possible deviations from Buick ‘s standards of perfection. With such exacting care, Buick builds an extremely intricate mechanism that makes driving simple and thrilling.
1956 Buick Dynaflow Engine Coupled
After another examination the Dynaflow transmissions are sent to the final assembly plant. There they join engines and are ready for installation in new cars.
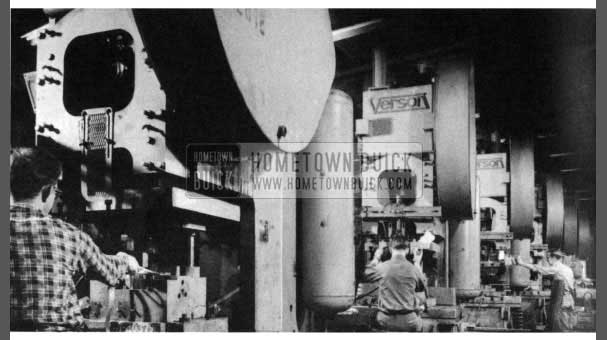
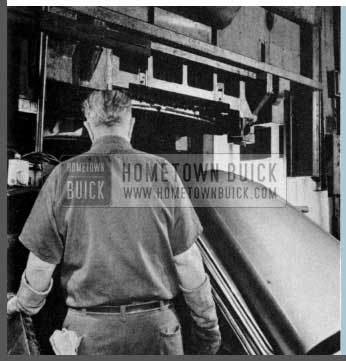
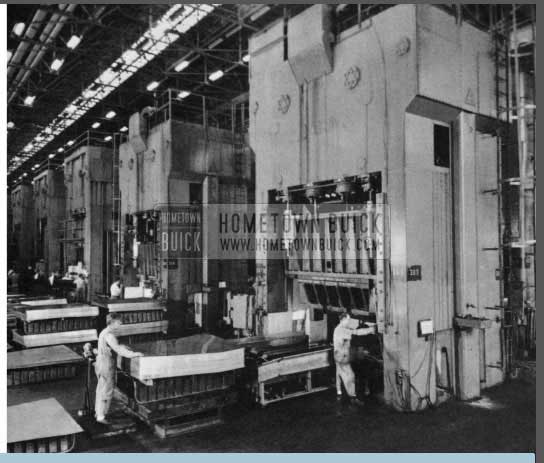
STAMPING FOR BEAUTY
1956 Buick Sheet Metal
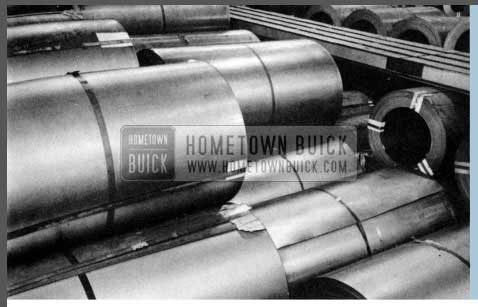
Large units of a new Buick such as the hood and front fenders also must be formed with special accuracy. They must fit snugly or swing easily, be without blemish, and gleam with the polished finish of a buyer’s choosing. Buick’s sheet metal plant makes 750 parts for Buick cars from the 210,000 tons of steel it receives each year, much of it coiled as shown here.
1956 Buick Hood Production
An automobile hood can be made more quickly than a gear or cylinder block. But like those parts, the hood has to be shaped in a series of successive operations. Buick can manufacture about 120 hoods an hour in each of two lines of machines like this. Iron hands help move many heavy pieces, lightening men’s work and safeguarding their fingers.
1956 Buick Hood Plant
Hoods are checked in a plastic gauge for proper conformation, then placed on a conveyor that carries them to a higher floor for addition of hinges, front and rear supports, and their first coat of paint. From there they go to the final assembly plant for finishing and installation.
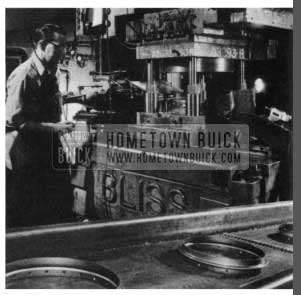
1956 Buick Dynaflow Variable Pitch Stator
This same plant turns out smaller units as well. Many machines, such as this one which makes rings that hold the Dynaflow variable pitch stator, form essential parts by carrying rolls of flat metal automatically through initial cut ting to final stamping and delivery into bins for transport to another plant.
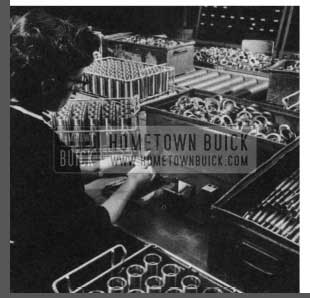
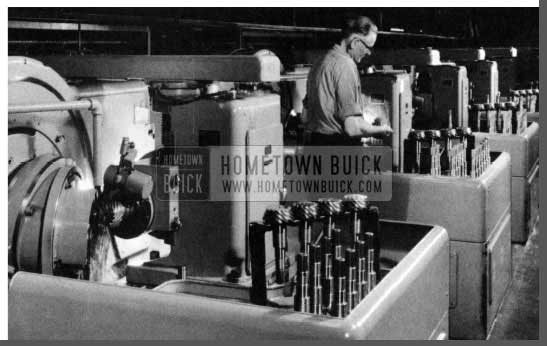
1956 Buick Small Parts
A modern car needs many tiny parts too. Every working day one Buick factory makes about 1,000,000 small pieces, such as nuts, bearings for rear axles, dowel pins for Dynaflow transmissions, and piston pins for V8 engines. Units made from lengths of flat or rounded steel are sent to o final inspection department, where trained women examine them again for size and possible defects. Some parts are only 1/4-inch long and 1/4-inch thick. Some must measure within specifications of 5/10ths of 1 ,000ths of an inch.
1956 Buick Parts Machinery
1956 Buick Parts Delivery
It takes noise to make a quietoperating Buick. Enormous presses move with majestic and resounding cadence to stomp ports from durable metal. Forge hammers ring and shake the floor as they form hard steel into precisely required shapes. Welding machines send sparks flying, and jets of compressed air blow tiny finished pieces into receiving bins. Wheels turn to deliver power, and in the background and overhead a maze of nearly silent conveyors moving at a speed geared to production help make the work flow in the right direction to additional machining, to sub assembly lines, and at last to final assembly.
THE SUBSTANCE OF CARS
1956 Buick 1956 Buick Centurion
Big or little, the 13,000 parts forming one typical Buick are made from these major materials:
- Iron castings 688 lbs.
- Stainless steel 14 lbs.
- Lead, tin, & alloys 36 lbs.
- Fabrics 87 lbs.
- Sealers, cements, etc. 36 lbs.
- Carbon steel 2,655 lbs.
- Aluminum 57 lbs.
- Zinc & alloys 95 lbs.
- Plastics 14 lbs.
- Alloy steel 196 lbs.
- Copper & alloys 45 lbs.
- Glass 90 lbs.
- Rubber 184 lbs.
- Paper 49 lbs.
A brief booklet can follow only a few highlights of the precision work required to build that quality car. Setting side by side the number of parts and the number of cars Buick produces annually gives some indication of the magnitude of Buick’s operations.
KEEPING THE WHEELS IN MOTION
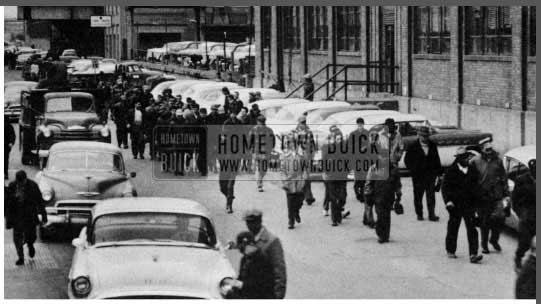
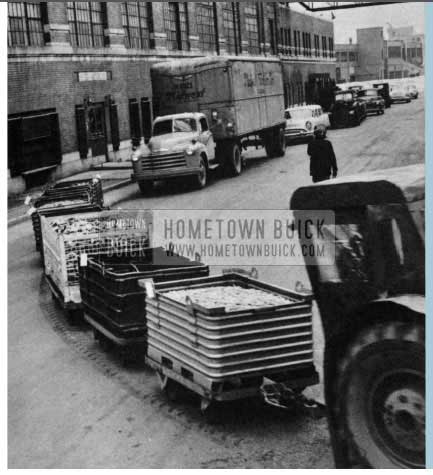
1956 Buick Plant Street
1956 Buick Parts Ressources
Automobile making requires far more than complicated production machines, advanced methods, the best of materials, and men and women well trained and proud of their work. All these must be supported by other resources. To keep its machinery running and its supplies moving, Buick must have maintenance facilities more extensive than do many urban communities. It also must have bold, imaginative management and extensive forward-planning departments so that year after year it can continue to build increasingly better cars that customers recognize as excellent values.
1956 Buick Buick Powerhouse
Every year Buick’s huge powerhouse consumes vast 9uantities of coal and water in fulfilling its function: to generate part of the electricity needed in Buick plants and to make all of the billions of pounds of compressed air and processed steam required to operate many of the production machines.
1956 Buick Transportation Magnet
1956 Buick Diesel Locomotive
Within Buick’s 250-acre property at Flint, materials are carried to their designated stations by varied means, including two Buick-owned Diesel locomotives traveling on 13 miles of railroad track; 56 power cranes moving high above ground level; more than 750 trucks and tractors, both large and small; and 46 miles of conveyors. Large plant protection, maintenance, fire, and medical departments help serve Buick’s 28,000 employes whose annual payroll amounts to $170,000,000.
1956 Buick Parts Supplier
Buick must purchase, make, and consume enormous amounts of supplies in order to build and sell hundreds of thousands of cars annually. Goods and services measured in billions of pounds are acquired from the many other companies on which Buick is dependent for its continued operations. In addition to the iron and steel , the other metals, the rubber, glass, and fabrics used in completed cars, Buick needs many other basic materials.
In a year, it buys:
- 220,000,000 pounds of sand
- 350,000,000 pounds of coal
- 90,000,000 pounds of coke
- 15,500,000 pounds of limestone
Buick also buys 1,312,000,000 cubic feet of gas and 3,450,000,000 gallons of water in a year. It uses 21,500,000,000 cubic feet of compressed air and 303,000,000 kilowatt hours of electricity. It produces 3,500,000,000 pounds of steam.
Annually, Buick trucks 965,100,000 pounds of freight within its plant area and ships out 2,400,000,000 pounds of materials.
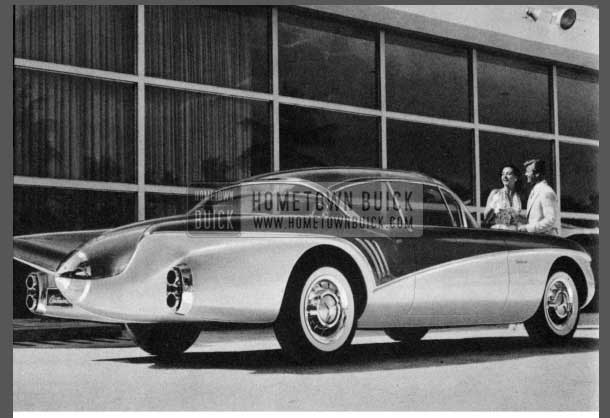
TESTING AND DREAMING
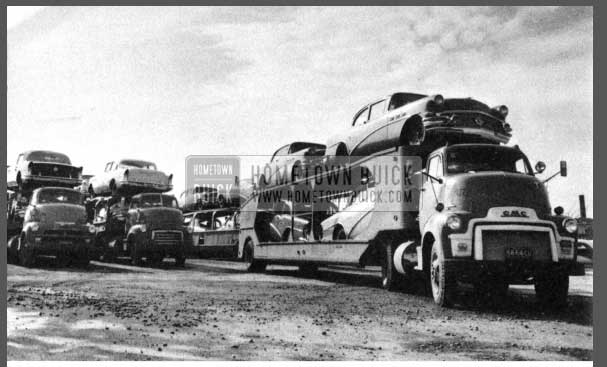
1956 Buicks On Trailer
Even while current models begin their trips to dealer showrooms across the land, some Buick people are thinking years ahead. For good as a current model is, engineers and stylists are never satisfied. They always search for ways to make Buick better.
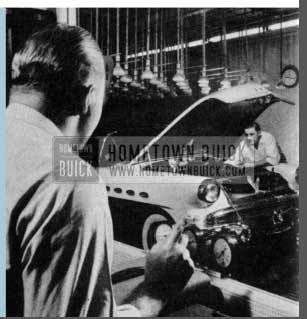
1956 Buick Test
Tests not only prove the strength and endurance of current models but often provide clues for more advanced automobiles. Buick’s large engineering department hand-makes parts for future cars, tests them thoroughly in its modern laboratories, and then disassembles them to analyze each component. Here a future chassis, hidden under a current model body, receives a performance test in one of engineering’s dynamometer rooms.
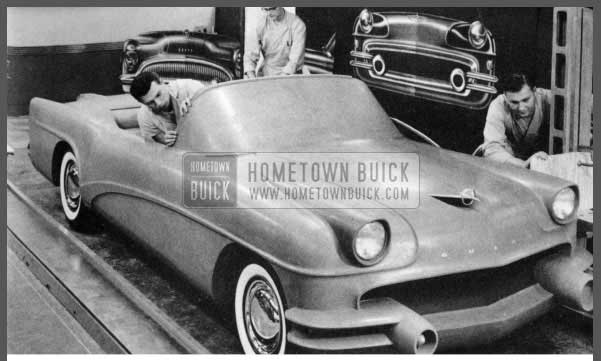
1956 Buick Prototype
Before the public sees o new model for the first time, stylists are nearly ready to forget it. Their job is to dream of future cars and of ways to fit their styling visions to the requirements of engineering specifications, materials, and production costs which always must be considered in creating an automobile the public wants and can afford.
1956 Buick Factory Test Run
All Buicks, both current and future, must prove their worth on the road too. The “proving” may take place on the nation’s highways. Or it may be done in a specially prepared area where hill climbing, water and mud tests, and driving on various kinds of road surfaces help show the merit of new engineering and styling ideas. For current models, this last testing of all the precisely made parts, precisely joined together, measures Buick’s success in building cars of rare quality.
Leave A Comment
You must be logged in to post a comment.